COP v26.06:Durability; Organic-Coating
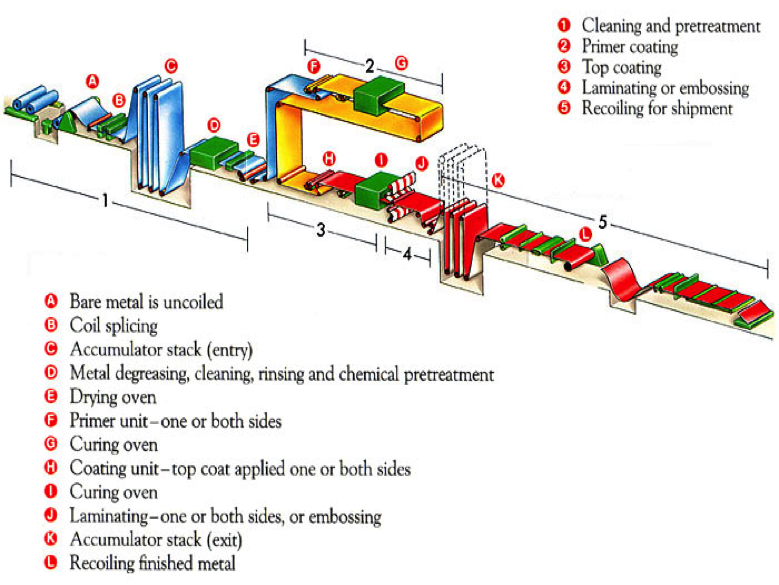
The performance of metallic coated profiled metal can be enhanced by the application of an organic (“paint”) coating. In pre-painted steel coil this is applied continuously as a two-part primer/topcoat system, prior to the material being roll formed into profile.
The different combinations of metallic coating/primer/topcoat all have different characteristics and must be matched to the material and the environment in which they are to be exposed.
The primer and the topcoat have different performance requirements to fulfil.
The purpose of the primer is to adhere to both the substrate and the topcoat, and to give added corrosion protection. Primers used on coated steel coil have anti-corrosive pigments which inhibits corrosion through an electro-chemical reaction.
This is the outer skin and it must give the desired appearance. In terms of durability, it provides a measure of barrier coating while still being breathable, and prevents UV degradation of the primer.
Functionally the top coat must be hard enough to prevent excessive marring during profiling and installation; and when in use, it must:
- be flexible enough to form to relatively tight bends without excessive micro-cracking;
- be resistant to fade in NZ’s harsh environment;
- withstand extremes of temperature; and
- be a suitable surface for the collection of potable water.
More recent innovations include solar reflectance technology to minimise the amount of solar heat gain gathered by the cladding
Backer coats generally have the same primer and a thinner top coat than the upper surface. Double-sided systems can be specified for areas where the underside is seen, but in external environments these will be exposed to salt spray and other contaminants, and it cannot be assumed that the underside will last as long as the rain washed top surface — even with regular maintenance.
As paint formulations from different suppliers may have different performance characteristics, it is important that cladding and accessories are supplied from the same manufacturer as differing weathering characteristics may result in visible variance in appearance.
Surface coating must comply with AS/NZS 2728. Cladding and flashings must come from the same source and have the same coating specification, so that fade rates are similar. Fade rates must not exceed those stipulated in AS/NZS 2728. All coatings must be lead free and suitable for the collection of drinking water.
AS/NZS 2728 has been deemed ambiguous in that it can be interpreted as allowing accelerated testing to determine colour fastness and durability. Such tests have been found to be an unreliable indication of a system’s performance in real-life situations. MRM has therefore adopted an interpretation of this standard as the compliance standard for its members. In the MRM standard, the four-year real-life testing for durability and colour fastness are clarified as being Normative (Compulsory).
This coating system is most commonly used for pressed metal tiles.
Where a coating is applied to a Metallic coated steel or Aluminium substrate after the profile of the roofing sheet has been formed is referred to as a Post-Painted Factory Applied Finish. The metallic substrate may have a coil-coated primer, coil-coated anti-fingerprint coating, a factory-applied post-painted primer or be cleaned and treated to suit the application of the coatings in a factory environment.
Post-painted coating applied to the substrate varies from smooth matt or gloss-painted finishes and textured granule finishes bonded to the substrate with high-build coatings. The dry film builds are high compared to pre-primed or coil-coated products and the films seal any micro-cracking of the metallic coating that may have occurred in the forming process.
The corrosion performance of the post-painted factory-applied finished products is influenced by the substrate. The use of Aluminium Zinc metallic coating (AZ) has been proven to work extremely well with post-painted finishes in almost all environments.
The coatings are durable with expected first-time recoating maintenance of over 15 years. Touch-up of these coatings is possible as the same coating formulation can be applied in the field. As with any organic coating, there will be a gradual breakdown of the resin systems which may result in chalking of the surface.
Chalking is the result of erosion of the surface coating and slight colour changes may occur as the surface resin is eroded. The extent of change depends on the pigments used and also the gloss level, a coating that started as a matt finish will change very little while a gloss finish will appear to have changed more.
Granule-textured finishes are created using crushed rock, comprising either natural rock or natural rock coated with a ceramic finish containing light-fast inorganic pigments. Both the natural rock and ceramic-coated granules provide exceptional long-term colour durability. The coatings used to adhere the granules to the substrate are designed to be flexible in all environments and, although durable, the coating is protected from UV by the UV opaque granules.
A clear coating is applied to the granules during the coating process, which helps bond the granules into the adhesive base coating and provides a robust surface reducing any damage during the transportation and installation process. As this clear coat weathers, it exposes the natural or coated surface of the granules, which is slightly duller than the initial finish.
Powder coating is generally used to colour match accessories used with pre-painted steel cladding and rainwater goods. The use of powder coating on metallic coated steel roof and wall cladding and flashings is not recommended for the following reasons.
- It will fade at a noticeably different rate to adjacent pre-painted metal surfaces.
- Powder coated products are length limited by the size of the curing oven and cannot be re-formed after coating.
- Drilling or cutting of the sheet after powder coating will create an exposed edge vulnerable to under-cut corrosion.
- Standard powder coating does not have the corrosion resistance of pre-painted metal and is vulnerable to post coating damage and edge creep corrosion.
- It is difficult to obtain adhesion to powder coated surfaces when overpainting, and the remaining powder coat surface may not provide a good substrate for such.
Power coating may be used to colour match accessories but cannot be relied upon to increase durability, unless specific pre-treatment and powder coating systems are specified and applied.
End laps should be avoided where possible. Side laps on profiled sheets do not require priming as they are designed with capillary grooves to drain naturally, or other means to avoid the accumulation of condensation or rainwater.