
Putting It To The Test
Putting it to the test
Whilst most home owners have “blind faith” in their roofs staying put during storms there is considerable research and testing done by NZ manufacturers to ensure their products comply with local and off shore conditions. The MRM has invested in building a test rig which is made available to NZ manufactures to ensure their products comply with and exceed these standards. The durability and aesthetic values of roofs is often taken as a given but in reality painstaking research goes into each process.
Wind
Recently the Australian Building Authorities issued an ultimatum to all roofing companies to provide test results on their new “Low High Low Pressure Sequence”. This is a legal requirement which allows companies to market their products in cyclone prone areas. An independent, registered engineer was appointed by AHI, as a requirement of the Australian regulations, and each test using the MRM Test rig and the results were viewed and verified. AHI has performed many such tests over the years and now took the opportunity to test not only the tile fixing procedure but also the effects on the batten to rafter junctions. As the “inventors” of the Pressed Metal Tiles AHI distributes their product to approximately 80 countries worldwide. Meeting the compliance codes in some very inhospitable climatic extremes is testimony to their confidence in their product which was confirmed in the recent tests.
The overall calculations used in specifying a roof in a given area depends on many variables. Altitude, terrain, climate and wind load zones.
These tests were limited to the effects of wind uplift resistance of Metal tiles. In previous tests on longrun roofing and fasteners, done by MRM, the tests measured the strength of the material and the “pull-out” resistance of the cladding fasteners. The way the rig was configured did not test the purlin from rafter uplift which is a potentialcause of failure. The objective of these tests, done for the Australian authorities, was to measure both the tile fixing to the batten and the batten fixing to the rafter.

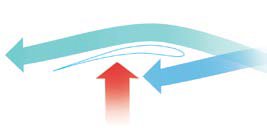
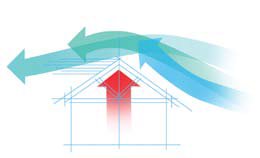
When roofs are lost due to high winds it is not accurate to say the roof is blown off... in reality it is a combination of the imbalance of high pressure created by the wind moving over the roof and the low pressure in the roof cavity. This creates uplift that has been compared to the same principle which creates high and low pressure on an aircraft wing giving the plane lift.
Battens can be fixed to the rafters using 3 different methods; single nail, double nails and in some instances screwing. In these tests both single and double nailing of the batten to the rafter was tested. In the Australian tests 75mm annular groove nails were used as standard in Australian. In New Zealand 90mm smooth nails were used. Tile to batten fixing is the same in NZ and Australia - 4 nails per tile (one in every second pan or 320 mm) for most conditions and 7 nails per tile (one in each pan) for extreme wind conditions. Both configurations were tested using the test rig.
The Test Rig
The rig is effectively a large sealed unit which allows air to be pumped in and released in measurable cycles. This simulates the pressure created by wind uplift. Static tests are used to measure a continuous pressure and Cyclic tests are achieved by pressurising the unit to a given load and then releasing the pressure. This pulse rate of 2 seconds is repeated up to 4500 times applying and releasing pressure to the batten/rafter and tile /batten junctions.


Because the wind zoning for New Zealand is very different to the cyclone areas of Australia tests were done to meet the standards required for both environments and then pushed to the highest levels of the capability of the test rig. The accepted international standard unit of kPa (kilo Pascals) is used to measure the pressure created. The NZ Standard in NZS3604 for very high wind zones is 1.5 kPa. The Australian cyclone testing was done at 4.5 kPa and 6.3 kPa
Tests for New Zealand
 The first tests were done using one nail batten to rafter fixing. A static load was applied until one of the nails failed. This occurred at 2.9 kPa which is almost twice the 1.5 kPa pressure specified for very high wind zones.
The first tests were done using one nail batten to rafter fixing. A static load was applied until one of the nails failed. This occurred at 2.9 kPa which is almost twice the 1.5 kPa pressure specified for very high wind zones.
The tile to batten fixing showed no sign of stress or failure. The test was repeated using two nails to fix the batten to the rafter and the static pressure reached 5.1 kPa before the batten began to part from the rafter. Again the tile to batten fixing showed no sign of failure. In all NZ tests the standard tile to batten configuration was 4 nails at an average of 320mm centres.
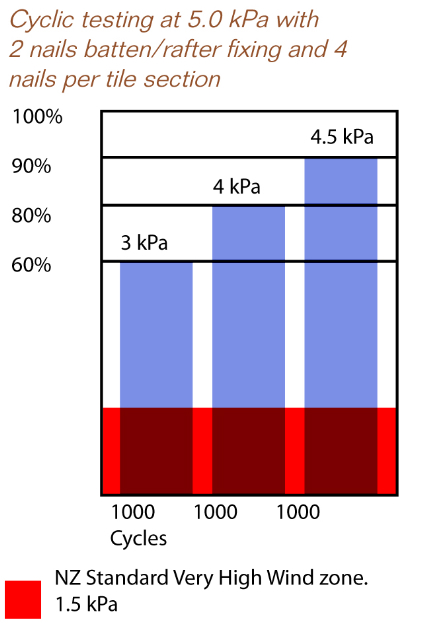
Having established the upper limits of static testing the roof was then subjected to cyclic testing with pulses of pressure every 2 seconds. The tests started with 1000 cycles at 60% of the static load and then increased to 1000 cycles each at 80% and 90%.. The single nail batten/rafter tests were at 2.9 kPa and the normal two nails batten to rafter tests were at 5.0 kPa, well above the New Zealand standard configuration to fixing. In both instances of cyclic testing failure at the batten junction occurred when the pressure reached 90%. This figure, 4.5 kPa, established the acceptable design load. ( Graph below). The standard 4 nail tile to batten fixing showed no sign of failure.
Tests for Australia
 Over the years many tests have been carried out by the Cyclone Testing Station based at James Cook University in Townsville. These tests were used to estimate the upper limits of fastening to both rafters and tiles.
Over the years many tests have been carried out by the Cyclone Testing Station based at James Cook University in Townsville. These tests were used to estimate the upper limits of fastening to both rafters and tiles.
In 2008 testing was carried out in New Zealand by AHI Roofing using the MRM test rig to prove compliance of AHI tiles and fixing to the new Australian test standard (Low High Low).”
Hardwood battens, rafters and fasteners were imported from Australia for these tests.
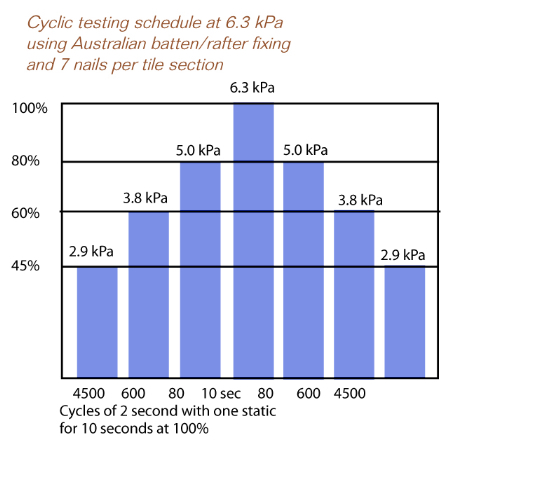
Cyclic tests were carried out at two different levels. 4.5 kPa where 4 nails were used to secure the tile to the batten and 6.3 kPa where 7 nails were used. These loads were considered conservative as the requirement was to measure the result on each rafter, batten and tile.
Cyclic testing schedule at 6.3 kPa using Australian batten/rafter fixing and 7 nails per tile section
The cyclic test done at these levels showed no sign of failure to either the batten/ rafter or the batten/tile fixing. Once the cyclic test were complete the two different configurations were tested at their static maximums. The 4 nail tile to batten system reached 6.1 kPa before it failed. By adding 1 more nail to a shake or 3 to a tile (total of 7 per tile section) the roof held with no adverse effects. The roof was then static tested to the maximum of the rigs limit at 7.5 kPa without failure.
Coating Durability
Whilst testing the fixing effectiveness of a roof in extreme conditions is a vital aspect of any roofing products success there are numerous other factors which come into play. Weather tightness, profiles, substrates used, colours and texture all play a role in contributing to the viability of a product in a competitive market place.
 The vast majority of metal based products in New Zealand utilise the same ZINCALUME® coated steel. Effectively ZINCALUME® has replaced the traditional galvanised corragated iron and offers many benefits.
The vast majority of metal based products in New Zealand utilise the same ZINCALUME® coated steel. Effectively ZINCALUME® has replaced the traditional galvanised corragated iron and offers many benefits.
Earlier roofing products made from galvanised iron suffered from micro cracking where the base material was bent, pressed or folded. In turn this allowed exposed, albeit microscopic, areas prone to deterioration from rust. In these instances the protection to the substrate relied on the coating
applied after forming. These issues are virtually non existent with the use of ZINCALUME® which has minimised or removed the occurrence of microcracking.
In New Zealand there are primarily two systems used to coat the substrate.
COLORSTEEL® and ColorCote® roller coat high temperature curing solvent and water-based paints onto ZINCALUME® coated coil steel at high speeds and dry them at high temperatures. This provides a relatively thin but durable finish onto coil which is then roll-formed into various profiles to make longrun roofing products or rainwater goods. Some metal tiles are also made by pressing pre-painted steel into the tile shape.
 In the second process, used by AHI Roofing, metal tiles are made in an entirely different way. The ZINCALUME® steel, coated only with a thin styrene-acrylic coating is pressed into tile blanks before any other coating is applied.
In the second process, used by AHI Roofing, metal tiles are made in an entirely different way. The ZINCALUME® steel, coated only with a thin styrene-acrylic coating is pressed into tile blanks before any other coating is applied.
The pressed blanks are then spray coated with either acrylic waterbased paint to make the Satin product range or a high-build acrylic adhesive, crushed rock (chip) and clear overglaze for the Textured product range.
Both of these coating systems, because they are applied after pressing minimise the opportunity for corrosion at the bends, and the paint is an even thickness and not stretched thin during the forming process. The paint system is thicker than the coil coated paint, dried at about 100o C and is therefore
“softer” than coil coat paints. The Textured finish uses a very high build acrylic paint, effectively as an adhesive, and this is coated, while still wet, with natural rock crushed and blown into the paint to ensure good long lasting adhesion. This is then coated with a thin layer of acrylic lacquer (overglaze) to lock in the chip and provide a deeper colour and slightly glossy finish. This is also dried though an air oven with a very carefully controlled temperature gradient to provide good adhesion and flexibility. This base material also contains biocides to provide protection against organic growth.
These coatings go through extensive durability exposure testing at extreme and moderate marine and geothermal sites to establish that they do offer very good long-term protection for the steel and appearance.
While much of the research and development which is undertaken by specific manufacturers remains commercially sensitive we asked Neville Parker, AHI’s Development Chemist, to provide some insight into the testing procedure. Development in coatings is undertaken for a variety of end purposes. This may be for improved durability/extended service life, to evaluate alternative raw materials, to evaluate manufacturing or processing benefits and alternative markets to be targeted. Depending on the development project, these may be undertaken entirely within AHI Roofing or as collaborative projects with suppliers. Where facilities or expertise are not available inhouse, independent laboratories are retained to assist.
The procedure for coatings would typically consist of selecting a range of potentially suitable candidates, be it a resin or colour pigment and then checking the physical attributes such as flexibility, adhesion etc,. After preliminary testing eliminates some candidates the remainder are subjected to accelerated testing in the laboratory These tests depend on the characteristics being considered but will typically encompass properties such as weathering resistance under UV/Moisture cycles, or if a corrosion project, Prohesion testing (a cyclic testing regime) and Salt Fog testing.
Once this screening has removed any further candidates that have failed to achieve the desired result, samples are evaluated under extreme real life conditions at sites such as Muriwai for corrosion evaluations, or exposed to the sun and weather at a 45°C angle with a with a north facing aspect .
Exposure sites


A number of exposure sites have been used in the development process over the years to evaluate various properties, the currently active sites being described below.
New Plymouth
Very active lichen growth area. Used primarily to compare different biocides actives for effectiveness against lichen, but also longer term, the ability of the coatings to resist damage through lichen growth.
Muriwai
 Severe marine exposure site used primarily for corrosion resistance testing of substrates, effect of coatings, fasteners, interaction between components etc. The site is monitored monthly for salt deposition rate and is approximately 6 x more severe than Rings Beach and 13 x times more corrosive than the Glen Innes site based on salt deposition rates.
Severe marine exposure site used primarily for corrosion resistance testing of substrates, effect of coatings, fasteners, interaction between components etc. The site is monitored monthly for salt deposition rate and is approximately 6 x more severe than Rings Beach and 13 x times more corrosive than the Glen Innes site based on salt deposition rates.
Rings Beach (Coromandel)
Moderate corrosion resistance test site primarily for evaluating long term tile substrate (ZINCALUME®) corrosion resistance (currently 25 years + exposure). The site is calibrated against other corrosion test sites for salt deposition rates, but not monitored for salt deposition in the same manner as other test
sites due to the sites remoteness. Testing by an independent research laboratory on sample tiles from this site have shown a less than 7% loss of the protective ZINCALUME® coating after 25 years exposure.
Glen Innes
A combination of mild corrosion conditions for substrate, fastener evaluations etc and weathering of coatings for painted and chipped products. Monitored monthly for salt deposition rate.
The Auckland site is located at the factory, which also contains the development laboratory. This provides facilities for Salt Fog and Prohesion testing for accelerated corrosion resistance evaluations, and accelerated weathering testing under both UVA and UVB conditions. For accelerated corrosion testing, Prohesion testing is becoming the preferred test method due to its cyclic wet fog and drying regime, in combination with lower electrolyte levels, which provides a better correlation to real life than does Salt Fog.